






Blachy ocynkowane
Właściwości materiału
Blachy ocynkowane ogniowo są materiałem wielowartswowym. Optymalne właściwości stali (patrz parametry fizyczne) łączą się z ochronnym, antykorozyjnym efektem warstwy cynku. Stal żarowo ocynkowana jest wytwarzana w sposób ciągły. Blacha stalowa jest walcowana na zimno a w postaci materiału podstawowego jest ciągle czyszczona, żarzona, oraz ocynkowana na gorąco. Grubość dwustronnej powłoki cynku jest ustalana za pomocą ścierania dyszowego.
Wykończenie powierzchni
Waga warstwy cynku na blasze ocynkowanej ogniowo jest w zakresie od 60-450 g/m2 obustronnie. Waga jest podana w nazwie materiału – np. DX51D + Z275 jest blacha z stali DX51D (patrz parametry fizyczne); waga powłoki cynkowej 275 g / m2. Grubość warstwy cynku jest w zakresie 10-25 µm. Podczas utwardzania cynku wytwarza się typowa struktura powierzchni – tzw. kwiaty cynkowe. Wielkość kwiatów cynkowych jest zależna od celowego wpływu na utwardzanie warstwy cynku, ewentualnie przez skład chemiczny kąpieli cynkowej. W ten sposób można uniknąć powstaniu na powierzchni „ kwiatów cynku”, jak również można stworzyć powierzchnię z różnymi „kwiatami cynku”. W celu uzyskania standartowych „kwiatów cynku”, wystarczy nie ingerować w utwardzanie powłoki cynku.
Małe „ kwiaty cynkowe”
Przez celowe oddziaływanie w czasie utwardzania na warstwy cynku powstaje duża ilość małych kwiatów cynkowych. W ten sposób uzyskuje się na powierzchni jednolity wygląd.
Dodatkowe walcowanie
Dodatkową obróbką powstają kwiaty cynkowe wyrównane w ich najwyższej warstwie. W ten sposób osiągana jest równomierna matowo - szara powierzchnia. Kolejną warstwą powierzchniową jest warstwa z tworzywa sztucznego. Ze względu na to, że ocynkowana ogniowo blacha stalowa z naniesioną warstwą tworzywa sztucznego jest najczęściej stosowanym materiałem w systemie DEKMETAL, są jej właściwości i parametry opisane w oddzielnej części Blachy z powłoką organiczną.
Obróbka
Łączenie
Konwencjonalne sposoby łączenia, takie jak nitowanie, łączenie wkrętami, moletowanie, falcowanie itp. można bez problemów stosować, ponieważ w ten sposób nie jest naruszona ochronna, antykorozyjna warstwa cynku. Podczas łączenia z innymi metalami należy wziąć pod uwagę fakt, że w spoinie może powstać ogniwo elektrochemiczne z ryzykiem korozji kontaktowej.
Spawanie
Spawanie Z tradycyjnych sposobów spawania gazowego można skorzystać też u blach ocynkowanych. Jednak dużą wadą jest naruszenie powłoki cynkowej w miejscu spoiny. Dlatego zaleca się po spawaniu wykonanie dodatkowej ochronnej warstwy powłoki cynkowej. Spawanie elektryczne jest korzystniejsze, ponieważ ochrona antykorozyjna pozostaje w dużym stopniu mniej naruszona.
Trwałość i korozja
Parametry ochronne warstwy cynku
Poprzez działanie wilgotności w krótkim przedziale czasu, na powierzchni cynku powstaje szara przylegająca warstwa utlenionego cynku – patyna cynkowa. Ta powłoka nieustannie utlenia się na zewnątrz a jednocześnie jest ciągle zasilana z warstwy cynku. Czas trwania warstwy ochronnej jest zależny od grubości warstwy cynku i od parametrów zewnętrznych.
Biała rdza
Biała rdza jest białym, niepożądanym, obszernym i źle przylegającym efektem korozji cynku. Może powstać w wyniku niekorzystnych warunków w czasie transportu i przechowywania; np. przy dużych różnicach temperatur. Poprzez efekt kapilarny do przylegających do siebie blach dostaje się woda z ze skroplonej pary i przenika głęboko do wielu warstw. Jednocześnie powstaje patyna cynku, ale z powodu niewystarczającego dopływu powietrza woda nie może odparować. To prowadzi do bardzo szybkiego rozkładu warstwy patyny i tworzy się biała rdza. Mała ilość białej rdzy ma niewielki wpływ na ochronę przed korozją ale ze względu na swój wyraźny wygląd jest niepożądana. W celu zapobiegania uszkodzeń powierzchni białą rdzą a to w czasie transportu i przechowywania, pas/zwój stalowy ocynkowany jest chromowany osiągając pasywną warstwę lub może być natłuszczona powierzchnia..
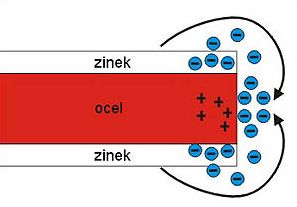
Ochrona katodowa
Parametry fizyczne
Ze względu na wymagania dotyczące stosowania blach stalowych w systemach DEKMETAL do opisu i parametrów fizycznych stosuje się dwa rodzaje stali i ich normy. Stosowana jest stal miękka do obróbki na zimno - norma EN 10 327.